 |
















Aço carbono
conforme solicitação
conforme solicitação
| Quantidade: | |
|---|---|
Imagem detalhada:
Padrão:
Composição Química e Desempenho Mecânico:
Tabela 1- Composição química | ||||||
Grau de aço | C% | Si% | Mn% | P% | S% | AL% |
E215 | ≤0,10 | ≤0,05 | ≤0,7 | ≤0,025 | ≤0,025 | ≥0,025 |
E235 | ≤0,17 | ≤0,35 | 0,4-1,2 | ≤0,025 | ≤0,025 | |
E255 | ≤0,21 | ≤0,35 | 0,4-1,1 | ≤0,025 | ≤0,025 | |
E355 | ≤0,22 | ≤0,55 | ≤1,6 | ≤0,025 | ≤0,025 | |
Tabela 2 - Propriedades mecânicas à temperatura ambiente | |||||||||
Condição de entrega | BK | BKW | GBK | NBK (N) | |||||
Grau de aço | Rm | A % | Rm | A % | Rm | A % | Rm | ReH | A % |
MPa (mín.) | (Mínimo) | Mpa(mín.) | (Mínimo) | Mpa(mín.) | (Mínimo) | Mpa(mín.) | Mpa(mín.) | (Mínimo) | |
E215 | 430 | 8 | 380 | 12 | 280 | 30 | 290~430 | 215 | 30 |
E235 | 480 | 6 | 420 | 10 | 315 | 25 | 340~480 | 235 | 25 |
E255 | 580 | 5 | 520 | 8 | 390 | 21 | 440~570 | 255 | 21 |
E355 | 640 | 4 | 580 | 7 | 450 | 22 | 490~630 | 355 | 22 |
Outra especificação:
Formato final | Extremidade chanfrada, extremidade lisa, desaparecida ou adição de tampas plásticas para proteger as duas extremidades conforme solicitação do cliente requisitos | |
Superfície Tratamento | Lubrificado, galvanizado, fosfato etc. | |
Técnica | Trefilado e laminado a frio | |
Aplicativo | 1. Tubulações automotivas e mecânicas | |
2. Tubos de craqueamento de petróleo | ||
3. Tubo de caldeira de alta pressão | ||
4. Tubulação de transporte de fluidos de baixa e média pressão | ||
5. Tubos de equipamentos de fertilizantes químicos | ||
6. Tubos do trocador de calor | ||
Entrega Condições | 1. BK (+C) | Nenhum tratamento térmico após o último processo de conformação a frio. |
2. BKW (+LC) | Após o último tratamento térmico ocorre uma leve passada de acabamento (estiragem a frio) | |
3. BKS (+SR) | Após o processo final de conformação a frio, os tubos são recozidos para alívio de tensão. | |
4. GBK (+A) | Após o processo final de conformação a frio, os tubos são recozidos em atmosfera controlada. | |
5.NBK (+N) | Após o processo final de conformação a frio, os tubos são recozidos acima da transformação superior ponto em uma atmosfera controlada. | |
Pacote | 1. Embalagem do pacote. | |
2. Extremidade simples ou desaparecida conforme solicitação do cliente. | ||
3. Embrulhado em papel impermeável. | ||
4. Saco com diversas tiras de aço. | ||
5. Embale em caixas pesadas de três paredes. | ||
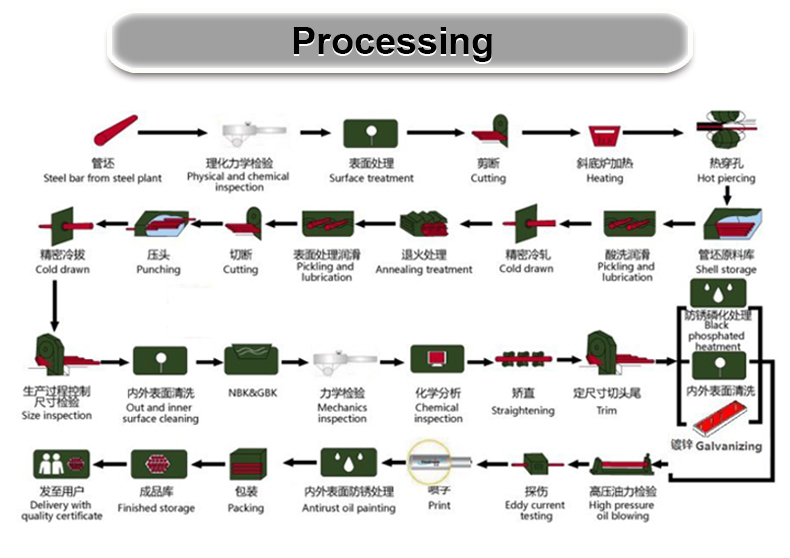
Barra de aço de usina siderúrgica → Inspeção física e química → Tratamento de superfície → Corte → Aquecimento → Perfuração a quente → Armazenamento de casca → Decapagem e lubrificação → Laminação a frio → Tratamento térmico →Decapagem e lubrificação→Corte→Perfuração→Estiragem a frio→Inspeção de tamanho→Limpeza de superfície externa e interna→NBK ou GBK→Inspeção mecânica→Análise química 
Palnting de óleo Antlrust→imprimir→embalagem→armazenamento acabado→Entrega com certificado de qualidade
1. Adotamos técnicas especiais e habilidades especiais no processo de limpeza ácida para lidar com o local onde seja fácil formar fendas dobradas;
2.Processo bem organizado, especialmente tratamento de recozimento de maneira severamente técnica;
3. No que diz respeito à lubrificação, adotamos o processo de tratamento de nível avançado internacional no mundo, e colocar a qualidade da superfície de nossos produtos sob controle rigoroso, a fim de evitar causar rachaduras na superfície.
Certificado:

Certificados:
De acordo com EN 10204 3.1
Itens de inspeção:
Resistência à tração, resistência ao escoamento, alongamento, achatamento, alargamentoAnálise químicaCorrente parasita
Teste 100%, verificação de tamanho e superfície 100%Outro item de teste pode ser organizado conforme solicitação
Informações da Empresa:

Imagem detalhada:
Padrão:
Composição Química e Desempenho Mecânico:
Tabela 1- Composição química | ||||||
Grau de aço | C% | Si% | Mn% | P% | S% | AL% |
E215 | ≤0,10 | ≤0,05 | ≤0,7 | ≤0,025 | ≤0,025 | ≥0,025 |
E235 | ≤0,17 | ≤0,35 | 0,4-1,2 | ≤0,025 | ≤0,025 | |
E255 | ≤0,21 | ≤0,35 | 0,4-1,1 | ≤0,025 | ≤0,025 | |
E355 | ≤0,22 | ≤0,55 | ≤1,6 | ≤0,025 | ≤0,025 | |
Tabela 2 - Propriedades mecânicas à temperatura ambiente | |||||||||
Condição de entrega | BK | BKW | GBK | NBK (N) | |||||
Grau de aço | Rm | A % | Rm | A % | Rm | A % | Rm | ReH | A % |
MPa (mín.) | (Mínimo) | Mpa(mín.) | (Mínimo) | Mpa(mín.) | (Mínimo) | Mpa(mín.) | Mpa(mín.) | (Mínimo) | |
E215 | 430 | 8 | 380 | 12 | 280 | 30 | 290~430 | 215 | 30 |
E235 | 480 | 6 | 420 | 10 | 315 | 25 | 340~480 | 235 | 25 |
E255 | 580 | 5 | 520 | 8 | 390 | 21 | 440~570 | 255 | 21 |
E355 | 640 | 4 | 580 | 7 | 450 | 22 | 490~630 | 355 | 22 |
Outra especificação:
Formato final | Extremidade chanfrada, extremidade lisa, desaparecida ou adição de tampas plásticas para proteger as duas extremidades conforme solicitação do cliente requisitos | |
Superfície Tratamento | Lubrificado, galvanizado, fosfato etc. | |
Técnica | Trefilado e laminado a frio | |
Aplicativo | 1. Tubulações automotivas e mecânicas | |
2. Tubos de craqueamento de petróleo | ||
3. Tubo de caldeira de alta pressão | ||
4. Tubulação de transporte de fluidos de baixa e média pressão | ||
5. Tubos de equipamentos de fertilizantes químicos | ||
6. Tubos do trocador de calor | ||
Entrega Condições | 1. BK (+C) | Nenhum tratamento térmico após o último processo de conformação a frio. |
2. BKW (+LC) | Após o último tratamento térmico ocorre uma leve passada de acabamento (estiragem a frio) | |
3. BKS (+SR) | Após o processo final de conformação a frio, os tubos são recozidos para alívio de tensão. | |
4. GBK (+A) | Após o processo final de conformação a frio, os tubos são recozidos em atmosfera controlada. | |
5.NBK (+N) | Após o processo final de conformação a frio, os tubos são recozidos acima da transformação superior ponto em uma atmosfera controlada. | |
Pacote | 1. Embalagem do pacote. | |
2. Extremidade simples ou desaparecida conforme solicitação do cliente. | ||
3. Embrulhado em papel impermeável. | ||
4. Saco com diversas tiras de aço. | ||
5. Embale em caixas pesadas de três paredes. | ||
Barra de aço de usina siderúrgica → Inspeção física e química → Tratamento de superfície → Corte → Aquecimento → Perfuração a quente → Armazenamento de casca → Decapagem e lubrificação → Laminação a frio → Tratamento térmico →Decapagem e lubrificação→Corte→Perfuração→Estiragem a frio→Inspeção de tamanho→Limpeza de superfície externa e interna→NBK ou GBK→Inspeção mecânica→Análise química
Palnting de óleo Antlrust→imprimir→embalagem→armazenamento acabado→Entrega com certificado de qualidade
1. Adotamos técnicas especiais e habilidades especiais no processo de limpeza ácida para lidar com o local onde seja fácil formar fendas dobradas;
2.Processo bem organizado, especialmente tratamento de recozimento de maneira severamente técnica;
3. No que diz respeito à lubrificação, adotamos o processo de tratamento de nível avançado internacional no mundo, e colocar a qualidade da superfície de nossos produtos sob controle rigoroso, a fim de evitar causar rachaduras na superfície.
Certificado:
Certificados:
De acordo com EN 10204 3.1
Itens de inspeção:
Resistência à tração, resistência ao escoamento, alongamento, achatamento, alargamentoAnálise químicaCorrente parasita
Teste 100%, verificação de tamanho e superfície 100%Outro item de teste pode ser organizado conforme solicitação
Informações da Empresa:

